我们的《三亚》(当地)【精密光亮管】精密管专业生产厂家视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:《三亚》(当地)【精密光亮管】精密管专业生产厂家的图文介绍
通圆钢管制造有限公司是一家专业生产各种规格 三亚45#精密钢管、的厂家,目前国内 三亚45#精密钢管、生产比较齐全的厂家之一。 专业的服务为客户创造尽善尽美的 三亚45#精密钢管、,共创双赢的经营理念在客户心中享有崇高声誉。
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到固定仓库当中。
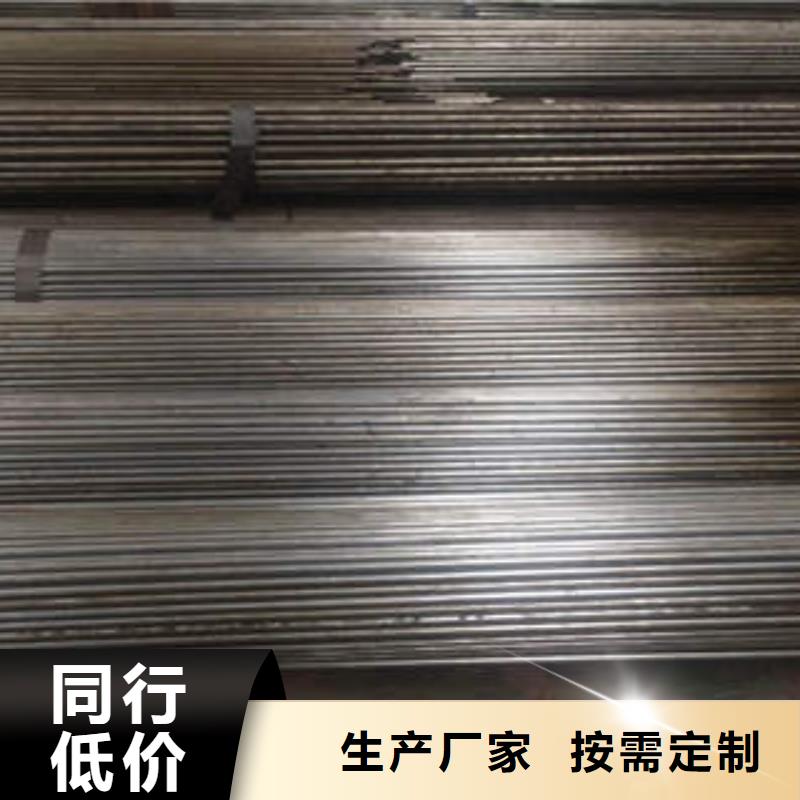
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 热轧无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
山东通圆钢管制造有限公司现在的热轧无缝钢管的外径一般大于25mm,壁厚2.5-200mm
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
钢管按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。
实心管坯经检查并清除表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
【精密光亮管】精密管专业生产厂家")
小口径无缝钢管
)小口径无缝钢管的材质:10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。
小口径无缝钢管重量计算公式:(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量)
小口径无缝钢管一般规格:
外径在(6mm-89mm)之间的大家习惯称之为小口径无缝管、因为他的直径比较的小。

 扫一扫
扫一扫